第146話 「第3回 監査証拠は、『監査現場でつかまえて』」(その3)
3.三現主義による内部監査
さて、ここからは、この連載記事の2つ目のテーマである、経営に活かすための内部監査のポイントの説明に入ります。今回、第3回目のテーマ、監査証拠は「監査現場でつかまえて」について述べます。
1.適合性と有効性の確認
MSの内部監査では、大きく分けると次の2つの視点で調査をします。
◇MSをしっかりとやっているか
MSを運用する手順、例えばマネジメントマニュアルが、法令・規制、ISO規格の要求事項、自らが定めたルールに合致しており、それに従って適切に活動を実施しているか。
◇MSにおける活動の成果は上がっているか
MSにおける活動の結果は、その目的を達成しているか。
前者は適合性を判定するための調査で、手順に従って実施している状態を確認します。自分たちで作成した手順を守るのは当然のことですが、ともすれば手順のことをすっかり忘れてしまい、勝手な方法で仕事をしていることは決して少なくありません。内部監査における適合性の確認は、部外者に客観的な視点で現状を観てもらい、いつ問題が発生してもおかしくない状態、或いはすでに発生している問題に気づく機会なのです。
一方、後者は有効性を判定するための調査で、仕事の成果の達成状況を確認します。手順は、安全、品質、環境などを考慮して作成されますが、それが効率的(少ない資源で成果を上げる)でないとき、或いは当初は効率的であったが顧客ニーズの変化に伴い非効率的になったときは、その見直しが必要になります。内部監査における有効性の確認は、手順が仕事の成果を上げるのに役だっているかどうかを気づく機会なのです。製造部門を監査する際に、有効性を確認するための項目例を、品質マネジメントシステム(QMS)、環境マネジメントシステム(EMS)及び食品安全マネジメントシステム(FSMS)について(表3)に挙げました。ご参照下さい。
内部監査における適合性と有効性の確認は、車の両輪の役割を果たします。まず、決められた手順に従って実施しているか(適合性)。次に、手順は成果を上げる内容であるか(有効性)。双方の監査所見を基にMSの改善がなされてはじめて、前に進むことができるのです。
2.三現主義に基づく調査
内部監査は三現主義(現場、現物、現実)が基本であり、その調査は、製造部門は現場で、営業部門、設計部門、購買部門は各部門の事務所で、検査部門は検査室で行います。ヒット映画の台詞を引用すると、「MS活動は会議室で行われているんじゃない。現場で実施しているんだ。」つまり、監査対象の現場で、現物を確認し、現実を知るのです。
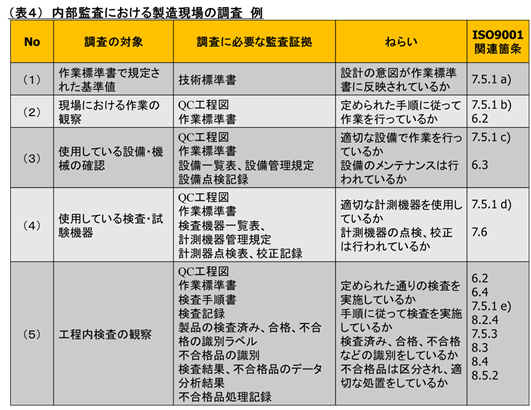
(表4)に製造現場の調査例を挙げ、これに従って調査の一例を次に示します。
(1)現場で使われている作業標準書の基準値が正しいかどうかを確認する。作業標準書の内容は、予め設計部門から入手した、技術標準書の内容と照合する。
(2)QC工程図により工程を特定し、そこで行われている作業を観察する。作業内容は、その工程で使用している作業標準書の内容と照合する。次に、その工程で作業している作業者に、品質目標、自らの役割、作業のポイントなどを聴き、その内容及び作業者の名前をチェックリストに記録する。現場事務所に戻ったときに、その作業者の力量、教育訓練の状況を、品質マニュアル(教育訓練の手順)と照合する。
(3)QC工程図により、その工程で使用している設備・機械が適切(タイプ、精度など)かどうかを確認して、その設備の名称、型番など識別情報をチェックリストに記録する。現場事務所に戻ったときに、その設備が台帳に載っていることを確認し、併せて設備点検記録により定期的な点検及びメンテナンスが行われているかどうかを確認する。これらの照合は設備管理規定(設備管理の手順)で行う。
(4)QC工程図により検査作業を特定し、そこで行われている検査作業を観察する。検査作業の内容は、その工程で使用している作業標準書の内容と照合する。その検査で用いている計測機器の識別番号、校正の状態を調べ、その内容をチェックリストに記録する。現場事務所に戻ったときに、その計測機器が台帳に載っていることを確認し、併せて校正記録により定期的な校正が行われているかどうかを確認する。また、校正外れが認められたときは、その影響評価の調査記録を確認する。これらの照合は計測機器管理規定(計測機器管理の手順)で行う。
(5)(4)の検査作業において、検査作業現場は測定結果に影響を及ぼさない環境の中で実施しているか、並びに、製品に対して検査済み又は合格、不合格の識別をしているかなどの状況を、検査管理規定(検査の手順)と照合する。不合格品はどのような処置をしているかを、不適合製品管理規定と照合する。検査作業者の名前、不合格品の発生状況及びその傾向を、チェックリストに記録する。現場事務所に戻ったときに、その検査員の力量、教育訓練の状況を、品質マニュアル(教育訓練の手順)と照合する。また、当該検査結果の分析データを確認し、現場における実績との照合、また品質マニュアル(データの分析)との照合を行う。
このように監査のポイントは、「①具体的なモノ(作業の観察、製品、設備、記録など)を確認する」、「②このときそれが間違っていないかどうかが確認できる資料と照合する」ことなのです。
1月下旬、震災・原発の会議議事録が未作成であった事実が明るみにでました。これでは、後に、当時の議論の内容を検証することは不可能です。この件で、私たち国民は、政府や行政の対応に一層の不信感を募らせました。
このことを翻って考えると、MS活動の結果を記録に残す意義が、読者の皆様に理解できるのではないでしょうか。多少の手間はかかりますが、記録はMS活動を検証するために必要不可欠なのです。
最後に、「監査証拠は、監査現場でつかまえて」とは、内部監査は、「三現主義により、監査対象現場で、現物(必要な監査証拠)を調べて、現実(MSの現状)を認識する機会である」と言うことなのです。
次回は、内部監査で得られた所見、特に不適合を明確にするためのポイントについて述べる予定です。
【参考文献】
1.「監査サンプリングの実務」 著者:Dan M. Guy , D.R. Carmichael 訳者:宇佐美博 日刊工業新聞社
2.「社会調査の実際」 編著者:島崎哲彦 (株)学文社
日刊工業新聞社『ISOマネジメント』誌に掲載した連載記事「経営に活かすために内部監査を変える!」 2012年4月号より